
聯系我們
電話:0317-8855498
手機:13833981284
QQ:3515789638
地址:河北省滄州市南皮縣南皮鎮金剛路與西環大街交叉路口西行100米路北
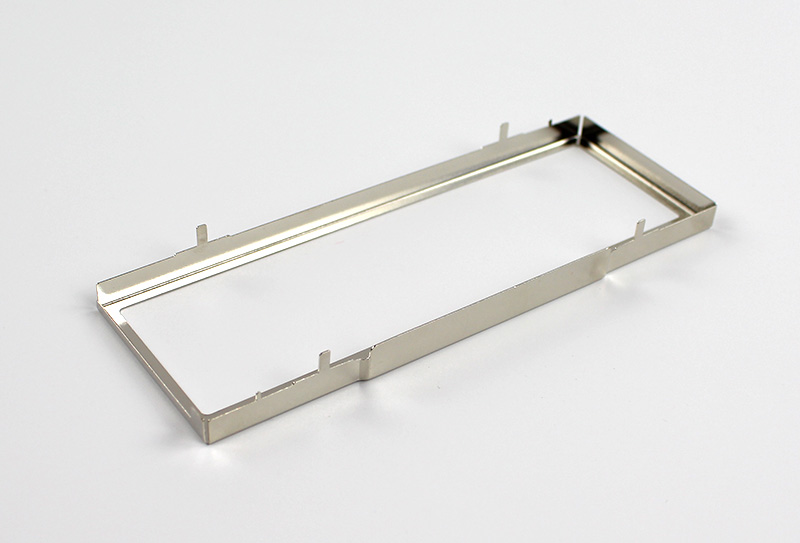
解決液晶模組鐵框沖壓加工彎曲問題的方法
點擊率:
發表時間:2017-09-26
解決液晶模組鐵框沖壓加工彎曲問題的方法?
通常在加工金屬沖壓件時肯定會有一些問題,與模具的問題有很大的區別。除了考慮模具設計的形狀,加工精度和沖孔間隙等因素外,還有一些問題需要注意,以下由專業生產的液晶模組鐵框的廠家來解釋沖壓加工彎曲問題的方法?
彎曲過程是向材料施加彎矩以使其變形的方法,使得材料通過彎矩在內部產生彎曲應力。應力分布由金屬板的中性面界定,拉伸應力在內部,壓應力在內。一旦彎曲力矩被去除,材料彈性恢復到力平衡的狀態。與工件的標準形狀相比,會產生一定量的向外或向內傾斜的現象。對這種現象傲慢的彈性回復變形。為了區分,有時稱為開放式外向反彈的狀態,表示炸彈內向的狀態。從彎曲方法的角度來說,有v形彎曲和u形彎曲的點,但兩者只有不同的反彈,其本質是相同的。
1,曲率半徑的反彈量隨著曲率半徑的增加而增加,由于不同之間的微小差異而減小材料的減少,但是以下厚度的一般選擇是適當的。還需要考慮彎曲片材的最小曲率半徑。
2,凸模和凹模間隙比厚板厚,板材不能很好的貼合在沖頭上。沖頭的圓半徑越大,回彈量越大,相反,間隙太小,反彈幾乎消除,而是向內傾斜。一般間隙比板0厚.O0.05mm是合適的。
3,模肩半徑半徑過大時,零件打開時,零件向內傾斜偏小。一般選擇厚度2?4倍。
4,彎曲深度小,內外開口大,向外膨脹隨深度的增加而減小。通常,彎曲的深度應大于板厚度的4倍。液晶模組鐵框

